AM Downtime Newsletter Q4 2025
By Thomas Peyton
This newsletter communicates high-cost/high-impact equipment failures and shares details on causes and countermeasures implemented fleet-wide.
| Event | Asset | Failure Description | Approximate Total Cost (OOS + M&R) | STCKY Ranking |
| #1 | Dredge 58 | Walking Spud Failure
| $600K – $650K
| 4
|
| #2 | Dodge Island | Clutch Failure (Main ENG/Propulsion)
| $300K – $350K
| 4
|
| #3 | Alaska | Main Generator Failure
| $1.2M – $1.3M
| 5 |
Detailed Event Reports
Event 1: Dredge 58 Walking Spud Failure
What Happened: A crack developed around the circumference of the port breast spud, causing approximately 35′ of the lower section to break off and fall to the seabed.
What Caused It: A combination of age, fatigue, and potentially poor initial welds.
What Resolved It: Divers rigged the GL 58 to the broken spud section and it was hoisted from the seabed and placed on the deck of the GL 58.The GL 58 was brought into the dock where the remaining top section of spud was lifted from the spud well and the top and bottom sections were placed ashore.The pieces were set up on cribbing to allow for proper alignment and welding. A small, damaged section of the spud was cut away to present good steel and the two sections were rewelded. The remaining butt welds were inspected with shear wave and numerous areas of weld were gouged and re-welded.
What is Being Done to Prevent it: The rest of the clamshell spuds are watertight and capable of being air tested to inspect for cracks. The GL 58 spud is not watertight so an air test is not possible, a complete NDT inspection will be added to the 5 year dry dock specification.
An engineering smart sheet has been entered to evaluate the strength of this spud as the thickness is constant over the length of the spud while other typical spuds in our fleet have a thicker section towards the middle of the spud.

Event 2: Dodge Island Clutch Failure
What Happened: Port main engine ahead clutch caught fire due to the bladder not inflating to full pressure. Crew hit the emergency stop and extinguished fire with an engine room garden hose. Worth Noting, while making repairs a crew member sustained a head injury requiring staples, recordable injury investigated in separate MCIA.
What Caused it: Removed the clutch pneumatic controls shuttle valve to investigate and found the piston was damaged. The root cause was found to be the clutch pneumatic control system failure. Found the shuttle valve was not sealing completely when going ahead. Thus causing an intermittent issue where the clutch would not come up to pressure and cause it to slip. The slip created friction and heat which led to the fire.
What Resolved it: Replaced the clutch, control panel and the shuttle valve piston with new and changed all seal rings on the ahead side of the shuttle. We also replaced the rotary air seal with new.
What is Being Done to Prevent it: The clutch controls are 1970s technology and still in use today on Dodge and Padre. Historically the system has proven reliable over time due to simplicity. But age of vessel, qualified technicians to service, and parts availability has made upkeep maintenance challenging. Fatigue and wear type failures are more common now.
Also it was found the Dodge Island PM standard job for clutch inspections did not exist like it had for the Padre. Thus no routine inspection jobs had ever populated for the Dodges M/E clucthes. Since this finding, it has been created like Padre and will auto populate moving forward.

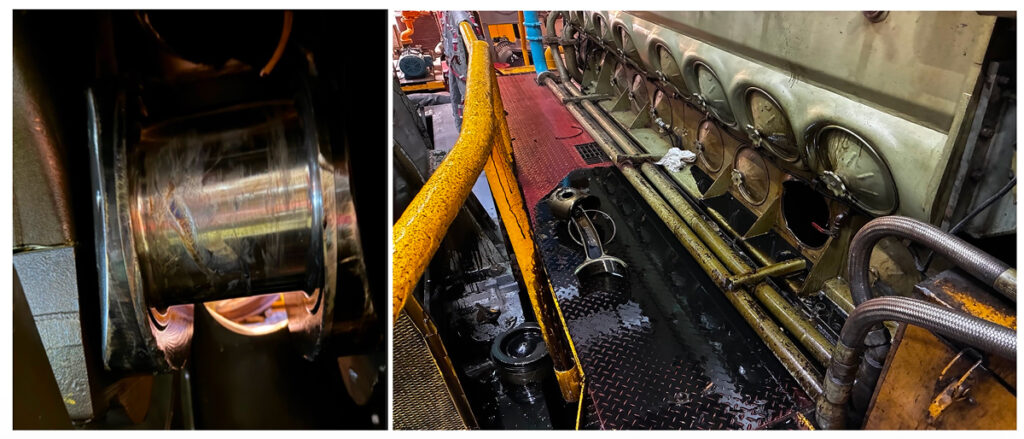
Event 3: Alaska Main Generator Failure
What Happened: On December 8th the Alaska’s main generator engine experienced a catastrophic mechanical failure when the #15 cylinder and connecting rod were ejected through the lower crankcase access door, resulting in immediate engine shutdown and significant internal damage. Oil was released throughout the engine room and contaminated nearby equipment, including the Cutter Motor DC generator.
Further inspection revealed additional internal damage, including a broken and separated #7 cylinder connecting rod, a cracked and deflected #15 access way on block. As designed, the crankcase pressure shutdown alarm activated preventing further damage and surrounding equipment. No personnel were present in the immediate area at the time of the failure and resulted in no injuries (Major Near Miss)
What Caused it: Preliminary findings are an internal failure of the #15 power assembly possibly from a fractured piston ring leading to cylinder damage and a spike in crankcase pressure as indicated on alarm. This resulted with the connecting rod and cylinder breaking free and eject through the lower access door, creating secondary failures.
The engine had approximately 26,000 hours of operation, nearing its required OEM 30,000-hour overhaul interval due in 2026. Should be noted all OEM Standard Jobs were performed as specified and within all required intervals.
What Resolved it: The engine and MG set were locked out and tagged out and area was secured, and initial investigation commenced alongside cleanup. Repairs included conducting a thorough inspection of all critical EMD components, repairing/polishing the damaged crankshaft to address defects, replacing the hand hole and safety covers, replacing the damaged power assemblies and flushing the engine to remove debris and contaminants introduced during the failure and repair process. We were fortunate the crankshaft was repairable.
What is Being Done to Prevent it: MSI is attempting to develop a comprehensive root cause analysis, but is difficult based on the extent of damage to the failed parts. Any conclusive results will be shared and evaluated for corrective actions to prevent recurrence. We plan to also install a protective steel plate in between the engine and electrical equipment to mitigate collateral damage in case of future failures.
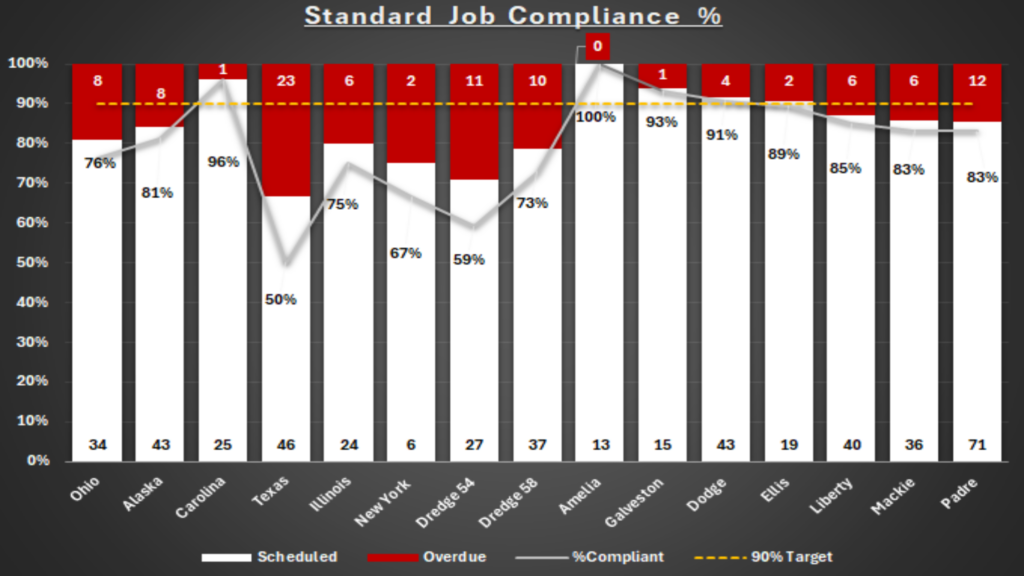
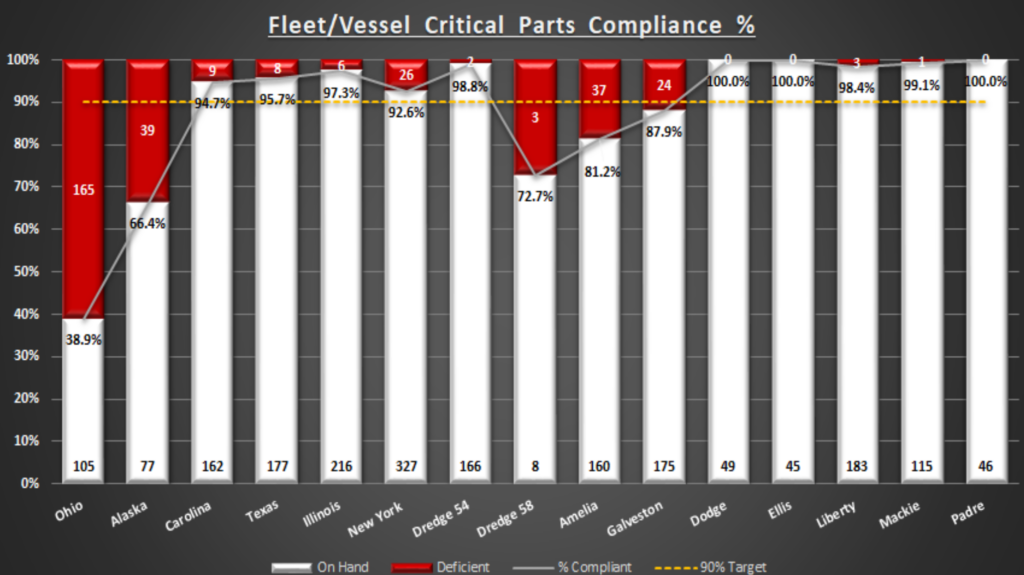
Fleet RAM Leading Indicators Q4 (as of 1/23/26)
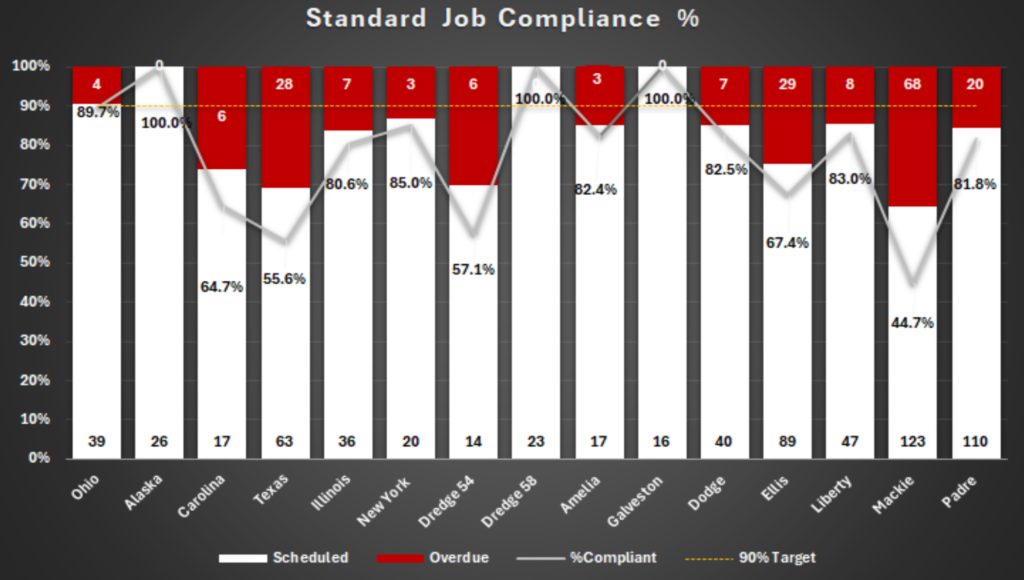
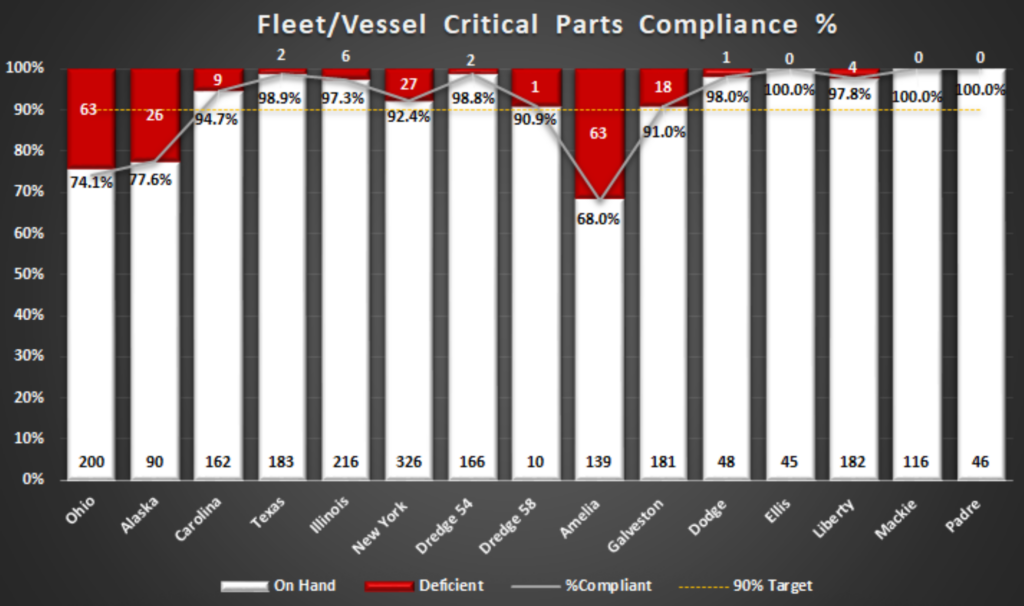
Fleet RAM Leading Indicators Q3 (as of 9/30/25)
SLETTER Q4 | 2025 6 2025 TRIR & MMIR Stats (Total Year)
TRIR: This is a measure of time spent maintaining and repairing our vessels against production HRS.
MMIR: This is a measure of Major Maintenance and repair events (>24 HRS) against production HRS.
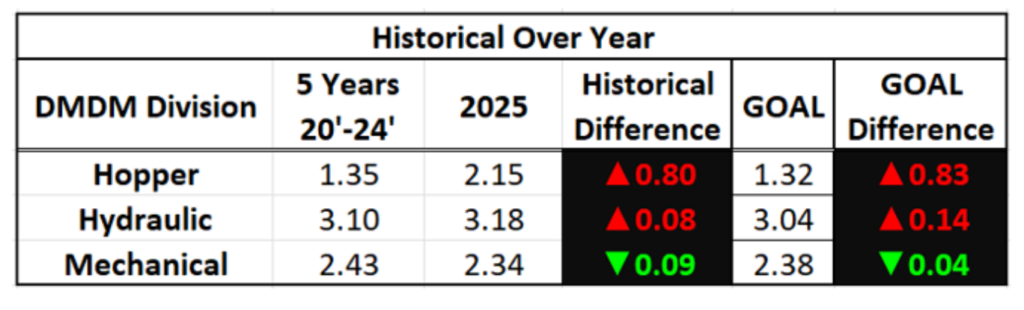
DMDM- Daily Mechanical Delay Metric: The number of hours down per day on Revenue for a Mechanical
Delay. Mechanical Delay Hours divided by Revenue Days.
GOAL
TRIR 5% Reduction from 5-Year Average 20′-24′
MMIR 2.5% Reduction from 5-Year Average 20′-24′

GOAL
DMDM 2% Reduction from 5-Year Average 20′-24′
About the Author

Thomas Peyton: With nearly two decades of fleet maintenance expertise, Thomas specializes in high-level reliability strategies for the maritime sector. His diverse background includes significant roles at General Dynamics and Kirby Corp, providing him with a unique perspective on both naval and commercial operations. Now a leader in the US Dredging industry, Thomas is a former a Certified Maintenance Manager®.